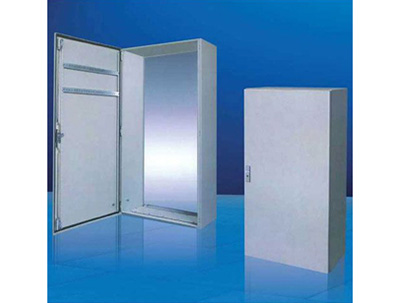
推荐产品 Product




地 址:上海市松江区新浜镇胡甪路
117号8栋
邮 编:201605
联系人:姜经理 13764282312
电 话:021-57618016-8006
传 真:021-57618189
邮 箱:xtongtai@126.com
aaab520@126.com
117号8栋
邮 编:201605
联系人:姜经理 13764282312
电 话:021-57618016-8006
传 真:021-57618189
邮 箱:xtongtai@126.com
aaab520@126.com